ומבאַפלעקט לאָסט וואַקס קאַסטינג פֿאַר מאַשינערי טייל

פּראָדוקט באַשרייַבונג
לאָסט-וואַקס פּראָצעס, אויך גערופןcire-perdue, אופֿן פוןמעטאַלגעשטאַלט אין וואָס אַ צעלאָזן מעטאַל איז אויסגעגאסן אין אַפורעםוואָס איז באשאפן געווארן דורך אַוואַקסמאָדעל.אַמאָל די פורעם איז געמאכט, די וואַקס מאָדעל איז צעלאָזן און ויסגעשעפּט אַוועק.א פּוסט האַרץ קענען זיין יפעקטיוולי דורך די הקדמה פון אַ היץ-דערווייַז האַרץ וואָס פּריווענץ די מאָולטאַן מעטאַל פון טאָוטאַלי פילונג די פורעם.פּראָסט אויף יעדער קאָנטינענט אַחוץ אויסטראַליע, די פאַרפאַלן וואַקס אופֿן דאַטעס פון די 3 מאַלעניאַםBCאון האט סוסטאַינעד ווייניק ענדערונגען זינט דעמאָלט.
צו וואַרפן אלייםמאָדעל איןבראָנדז, אַ פורעם איז געמאכט פון די מאָדעל, און די ין פון דעם נעגאַטיוו פורעם איז בראַשט מיט צעלאָזן וואַקס צו דער געוואלט גרעב פון די לעצט בראָנדז.נאָך באַזייַטיקונג פון די פורעם, די ריזאַלטינג וואַקס שאָל איז אָנגעפילט מיט אַ היץ-קעגנשטעליק געמיש.וואַקס טובז, וואָס צושטעלן דאַקץ פֿאַר גיסן בראָנדז בעשאַס קאַסטינג און ווענץ פֿאַר די שעדלעך גאַסאַז געשאפן אין דעם פּראָצעס, זענען פיטאַד צו די אַרויס פון די וואַקס שאָל, וואָס קען זיין מאָדעלעד אָדער אַדזשאַסטיד דורך די קינסטלער.מעטאַל פּינס זענען כאַמערד דורך די שאָל אין די האַרץ צו באַוואָרענען עס.ווייַטער, די צוגעגרייט וואַקס שאָל איז גאָר באדעקט אין לייַערס פון היץ-קעגנשטעליקטינק, און דאס גאנצע ווערט איבערגעקערט און לייגט אריין אין א אויוון.בעשאַס באַהיצונג, די טינק דרייז און די וואַקס לויפט אויס דורך די דאַקץ באשאפן דורך די וואַקס טובז.דער טינק פורעם איז דעמאָלט פּאַקט אין זאַמד, און מאָולטאַן בראָנדז איז אויסגעגאסן דורך די דאַקץ, פילונג די פּלאַץ לינקס דורך די וואַקס.ווען קיל, די ויסווייניקסט טינק און האַרץ זענען אַוועקגענומען, און די בראָנדז קען באַקומען פינישינג רירט.
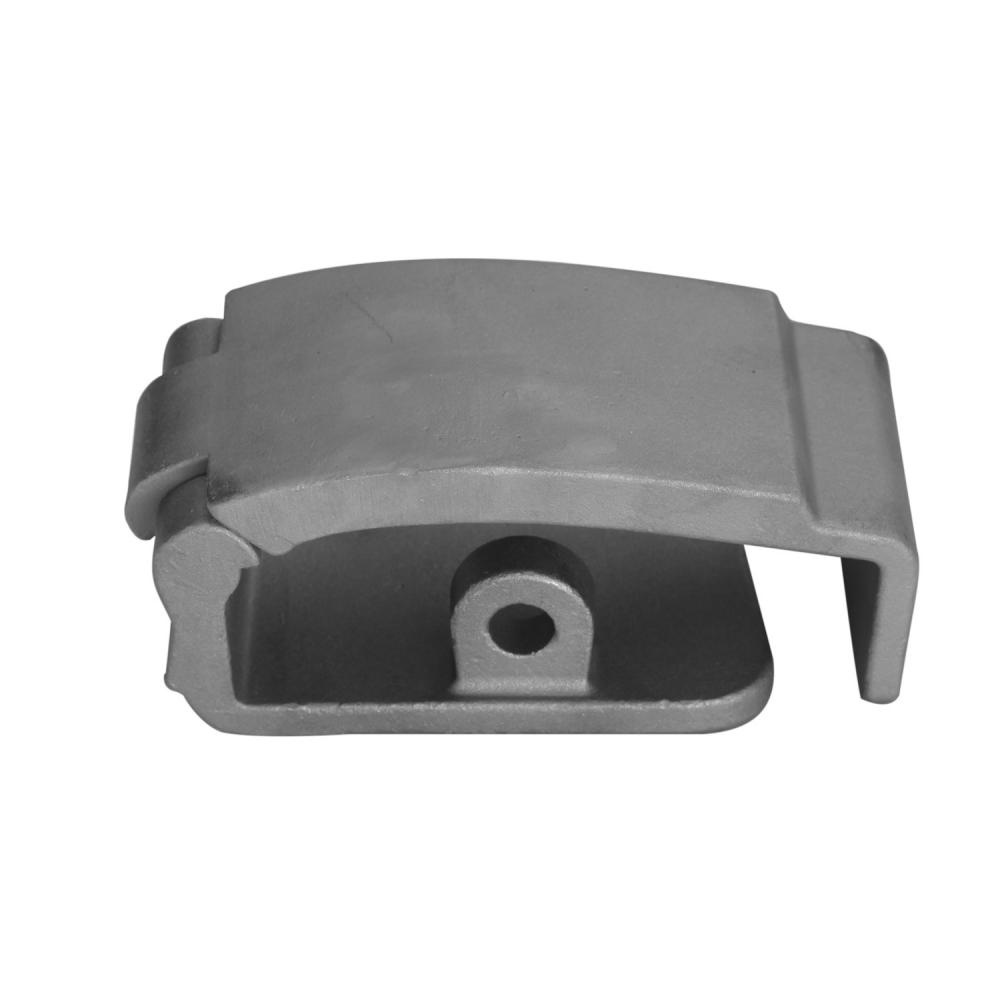
פּראָדוקטן ווייַזן


פּראָצעס

אונדזער פאַבריק